�҇������X�ΰ����a�ӹ��Ĵ�����X�ΰ��aƷ���H�ڇ����Ј��õ��˺ܺõ��ƏV��߀�������չ�����Ј����ɴ˿�Ҋ�X�ΰ��ij��F���˂����˂���Q�˺ܶ����}�����Եõ����J�ɣ�������˃������N�۳ɿ��������X�ΰ�S��С��Ҫ��һ���P���X�ΰ�Ĺ�ˇ���̣�����������˽��@���aƷ��
һ����Ϳǰ̎�������X�Ͻ��Ͳġ�����M�Ї�Ϳǰ����������Ҫ���^ȥ��ȥ�ۼ����W̎�����Ԯa���t��Ĥ������Ϳ�Ӻͽ��ٱ���Y�����ͷ��������������������L��Ĥ��ʹ�����ޡ���Щ�X�ĵ�ijЩ��λ��ֹ��Ϳ��Ҫ�ڴ˹������������λ�N���oĤ���z������Ϳ��ɺr˺����
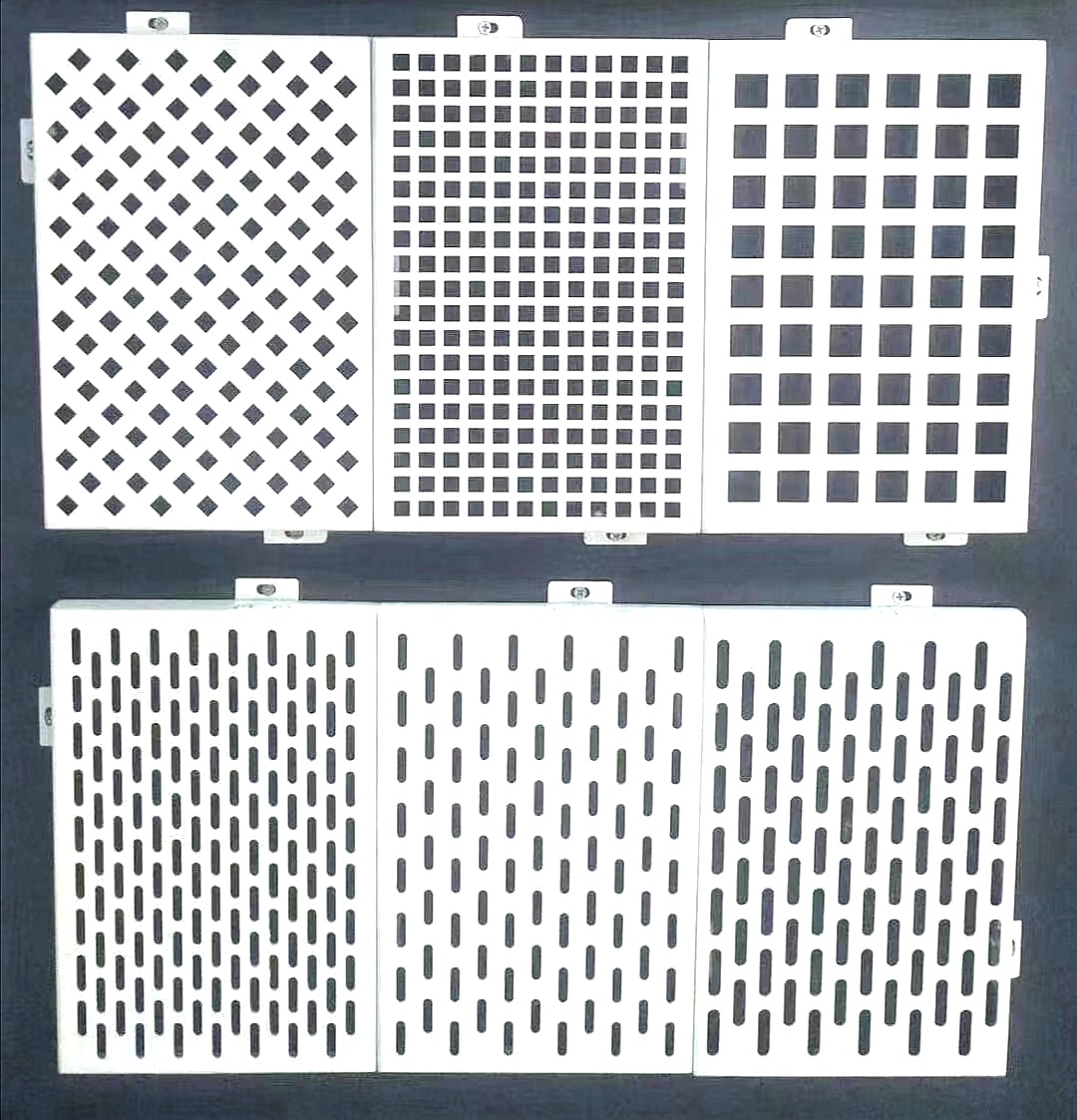
�������^����ͬ�Π���X���������Ē��^������ˮ���ϣ����ڿ��t�����ݼ{���X���L����Ҏ��քe���ó�6m��1.1m��2m������Ҫ���m���ǶȒ�ã���ʹ��췀��������ǰ���^���X�ı����Ƿ��������ɰ����ĥ�Ƀ����Ç������Ƀ���
���������ᡣ������]�ײĵĵ���Ϳ�ӣ��������������Ϳ�ӿ��B�������������ײĵı��o���������ٱ���ӣ��ӏ������c���ٱ���ĸ����������Ա��C����Ϳ�ӵ��ɫ�����ԡ�
�ġ����ᡣ����Ϳ���LJ�Ϳ���P�I��һ�ӣ������ṩ�X������Ҫ���b��ɫ��ʹ�X�����^�_���OӋҪ���ұ��o���ٱ��治�����h�������g����ֹ���⾀��������������ϻ�����������Ϳ���LJ�Ϳ��*���һ����ӡ�
�塢���ᡣ��ҪĿ���Ǹ���Ч��������ӿ�������g���������o����Ϳ�ӣ���������ɫ�ʵĽ��ٹ�ɣ����^�����ɫ�r������ʊZĿ��
�����̻�̎�������·�Ϳ����X���M��̻��t̎�����̻��ض�һ����180��-250��֮�g���̻��r�g��20������ҡ�
�ߡ��|�z���|���z���z�˜ʡ��^������Пo�������s�߸�������ɫ��x�z�y�aƷ�ɫ�Ƿ��_�ˣ����z�y��Ӻ���Ƿ��_�ˡ�
�ˡ����^�����^�rע��С�Č���Ϳ�õ��X�ď��^��ȡ�£������\؛܇�ϕr�����挦���棬���挦���棬��ֹ��Ϳ�ӱ�������
�š����b�����b�M����Ϳ�õ��X���\��ָ��λ���ð��bĤ��������ã�ÿ���������z���̶���һ�K��Ƥ���ѷŕrͬ�����挦���棬���挦���棬��ֹ�����Ɠp��