�X�ΰ塢�X�ͺϰ���X��C��Č���
�r�g��2022-03-31 ��Դ����������ʢ�A��������˾
���ٰ�Ļ�������ѽ����ˎ�ʮ��Ěvʷ��߀��ʹ�õİ�����
�X�ΰ����X�ͺϰ���X��C�����N�����@���N�����У���õ���
�X�ΰ����X�ܰ塣
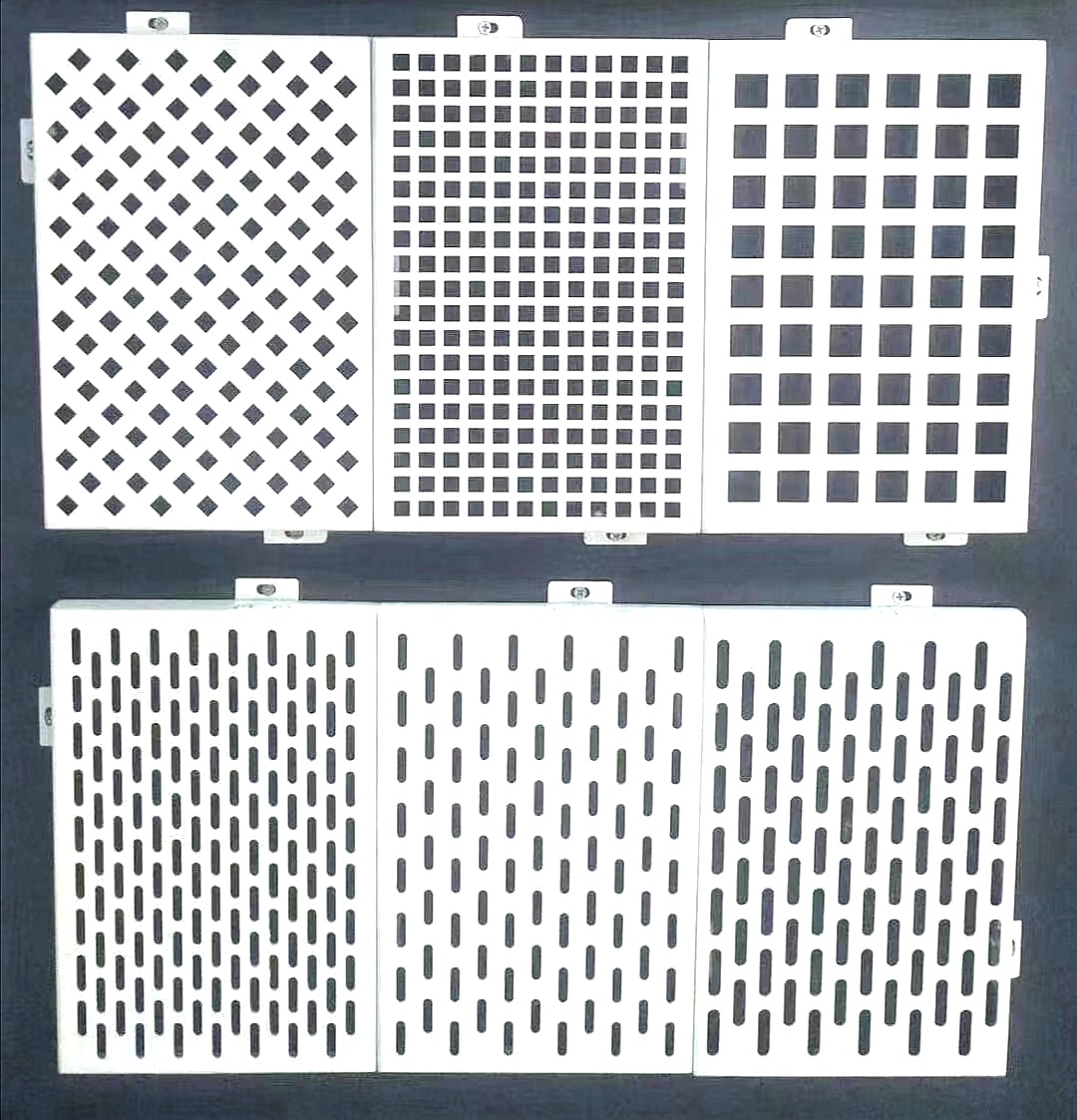
�X�ΰ����F�����磬�����60���ĩ70��������X�ͺϰ��ڵ��l������Ѹ���L��ȫ���X�ܰ���X�ΰ嵽����ʲô�^�e�أ��ڴ��Ҍ��@�ɷN������һ�����εı��^�� ���Ϻ���r �X�ΰ�һ�����2��4mm���AA1100���X���AA3003�ȃ��|�X�Ͻ�壬����һ��ʹ��2��5mm��AA3003�X�Ͻ�壻�X�ͺϰ�һ�����3��4mm���ӽY�����������ɂ�0��5mm�A��PVC��PE���҂��IJ��Ͽ��Կ������X�ͺϰ����r�϶�Ҫ���X�ΰ�Ҫ�͵Ķࡣ�Ј������4mm��ďͺϰ�Ҫ��2��5mm����X�ΰ�r��Ҫ��120Ԫ/ƽ�����ϣ�һ��һ�f���Ĺ��̣�ʹ���X�ܰ��Ҫ��ʹ���X�ΰ彵��120�fԪ����r�� �ӹ��^�� �����ϵ��X�ΰ��з�̼��Ϳ�X�ΰ��݁Ϳ�ɷN�����ȕ��r߀�]�й�Ϳ���a���������@��ΰ�ļӹ��^����Ҫ���v�ķ�̼��Ϳ���a����Ϳ���a�X�ΰ�֞�ɴ��E����һ�����k��ӹ����@���^����Ҫ��ͨ�^��ƽ�彛�^�ü�����߅�����������ӡ���ĥ�ȹ����X�ΰ�ӹ���ʩ��������Π�ͳߴ硣�ڶ������LJ�Ϳ����Ϳ�����ڼӹ��õ��k���χ�Ϳ���ᡣ��Ϳ�֞�ɷN��һ�N���˹���Ϳ��һ�N�ǙC����Ϳ���C����Ϳһ��ֻ�m��Ҏ�t��ƽ�壬���@�N�X�ΰ��ڌ��H��ʹ�����õı��^�٣����ȴ֏S�Ҳ��õ��˹���Ϳ���˹���Ϳ��һ��Σ�U�Ĺ������������ē]�l�ԺͶ��Զ����^����������������Ա�ϵ���ж�������Ӱ��˵Ľ������˹���Ϳ��һ���c���Dz������Ĵ�С���ɫ���������x�����X�ܰ��݁Ϳ����_��һ�����ſ��Լӹ����X�ܰ�ļӹ��^���^֮�X�ΰ���sһЩ����Ҫ���л��ɡ�Ϳ�b���ͺϺ���߅�Ĵ����@�Ă��^�̳�����߅�������������Ԅӻ����a������ӹ��^�̿��Կ������X�ܰ��ڭh���Ͱ�ȫ�Է���ռ��һ���ă�Խ�ԡ��ټ����X�ΰ���k����^�̵ĺ��ף���Щ˽������Ҳ�_ʼ���㣬����Ӱ����X�ΰ���Ј��|���ķ����� �aƷ �Ŀ 2.5mm�X�ΰ� 4mm����X�ͺϰ� ���^�|�� ƽ��ƽ���Ȳ��ߣ�����ȥ�оֲ����� ƽ��ƽ���ȱ��^�ߣ����ӹ��͠����ޣ� �����Լӹ��ɸ��N��Ҏ�t�Π ��Ϳ ݁Ϳ�|�����^�|���ã�ɫ���Ĥ��ƫ�� �����˹����g�IJ��������оֲ�ɫ�� �����@�����p�IJ��ɾֲ����a�� ��Ĥ��ƫ��ֲ��p�Ŀ������a�� �C�������� 130/mm 38-61N/mm2X �Cе���L�� 5%-10% 12%-17% �ۏ����� 84.2N/mm 34N/mm2 ����ģ�� 70.00N/mm2 26.136-49.050N/mm2 ���ϱ����Կ������X�ΰ�����^���X�ܰ��һЩ��������Cе�������@�����X�ܰ壬�俹�L������Ҳ�����X�ܰ塣�������҇��^�����L��ֵ�X�ܰ�����ȫ���Գ��ܣ����ԣ�����ʹ���X�ΰ����c���С�á� ʩ���^�� �X�ܰ���X�ΰ��ʩ���^�̴��w����ͬ�ġ����IJ����X�ܰ����ڹ��ؼӹ��������Π��Ҏ�������^���ʩ�����ɶȡ����X�ΰ����ЏS�Ҽӹ����Σ����ڇ����O�侫�ȵ��Pϵ��������ʩ���^���Е�����һЩСС���韩������ʩ���^�̽�؛�ڵı��C���棬�X�ͺϰ���������aҪ���X�ΰ����a��ö࣬�����M�ȱ��Cϵ�yҲ��һЩ�� �ӹ�Ҫ�� �����Y��S�ң���횼����С��OӋ�����aһ�w���Y��S������Ҫ�Ъ��������wϵ����Ѹ����ɮaƷ�Ļ����OӋ���߂������Ŀ����������ܸ��M�aƷȱ�c���_�l�µĮaƷ����Q�F���������Ć��}��Ȼ��������a������Ҫ�� �k��ӹ�Ҫ���������Ƶļ����_���ۏ����ӹ����ΰ�ľ�A�C���Ɍ��F�����ߴ��4�ĸ��N���s�Π���k��ӹ������ُS���܌��F6�����ϼӹ������L��Խ�L��ƽ����Խ����X�Ě廡�����l����O�䣬�ɱ��C�����X��ĺ��ӡ�����Լ��ӏ���Nᔹ���ĸ��|����ɣ��Cе���Ĵ�ĥ�����O���c6.6��1.7��1���Ԅӻ�ǰ̎���ۺͪ����OӋ������һ��8��3��8��2�ć����Ϳ��䣬����ɳ����ĺ��L�βĵļӹ����ɴ_���aƷ�����_��Ϳ�b��횻��ĵ�Ĥ��Ҫ�� ��Ϳ�ӹ�Ҫ���Wǰ̎���û��W��Һȥ�����ٱ�����ЙC���o�C�n��Ȼ��ȥ����Ȼ�����ӣ������û��W���a������Ĥ��ʹ���ٱ���a�����P�ͺ������ճ���ԡ��o�Ϳ�bʹ�Ç������M���Ԅ��o늇�Ϳ��������̼Ϳ�ϰ���ˇҪ�����Ӈ�Ϳ�ڽ��ٻ����ϣ������ض��ضȼ��r�g�濾�̻��� �|�����C�wϵҪ��Ʒ�|�z�鼰���b���ø߾��Ȍ��Ùz�y�x�����aƷƷ�|����z���C�aƷ�ߴ羫�ȝM����I�˜ʣ���Ĥ�|����������AAMA-605�˜ʡ�